Enjeksiyon basınçlı kalıplama, çeşitli ürünlerde bulunan enjeksiyonla kalıplanan plastik bileşenlerin bir kategorisi olan ve yaygın olarak kullanılan bir tekniktir. Her şey, plastik malzemenin kalıplamadan adlandırılan bir süreçte şekillendirilmesiyle başlar. Kalıp, plastiği istenen son haline getiren boş bir kap gibi bir yapıdır. Plastik kalıba doldurulduktan sonra, kalıbın parçaları birbirine bastırılır. Bu basma işlemi sayesinde plastik, istediğimiz şekli alır. Aslında, otomotiv endüstrisi (arabalar üreten) ile tıp alanında (ekipman üreten) oyuncak üreticilerine kadar birçok sektör bu süreci ürünleri yapmak için kullanır. Bu teknik, yıllar boyunca popüler hale gelmiş olan, üreticilerin hızlı ve verimli bir şekilde yüksek kaliteli plastik bileşenler üretmesine izin verdiği için tercih edilmiştir.
Enjeksiyon kompresyon kalıbะlemetryap iki adımda çalışır. Plastik daha sonra rockform'a sıkıca basılır, bu da ona doğru şekli verir ve serbest bırakıldığında bu şekil alır. Bu adım, plastik içindeki hava tutulumunu kaldırmak için kritiktir. Kaldırılmazsa, bu hava kabarcıkları nihai üründe zayıf noktalar bırakabilir. Kalıbı bastırmak aynı zamanda kalıbın her köşesini ve boşluğunu plastikle doldurur. Plastiği eşit şekilde dağıtmak, daha iyi ve daha yüksek kaliteli bir bitmiş ürün elde etmeye yol açar.
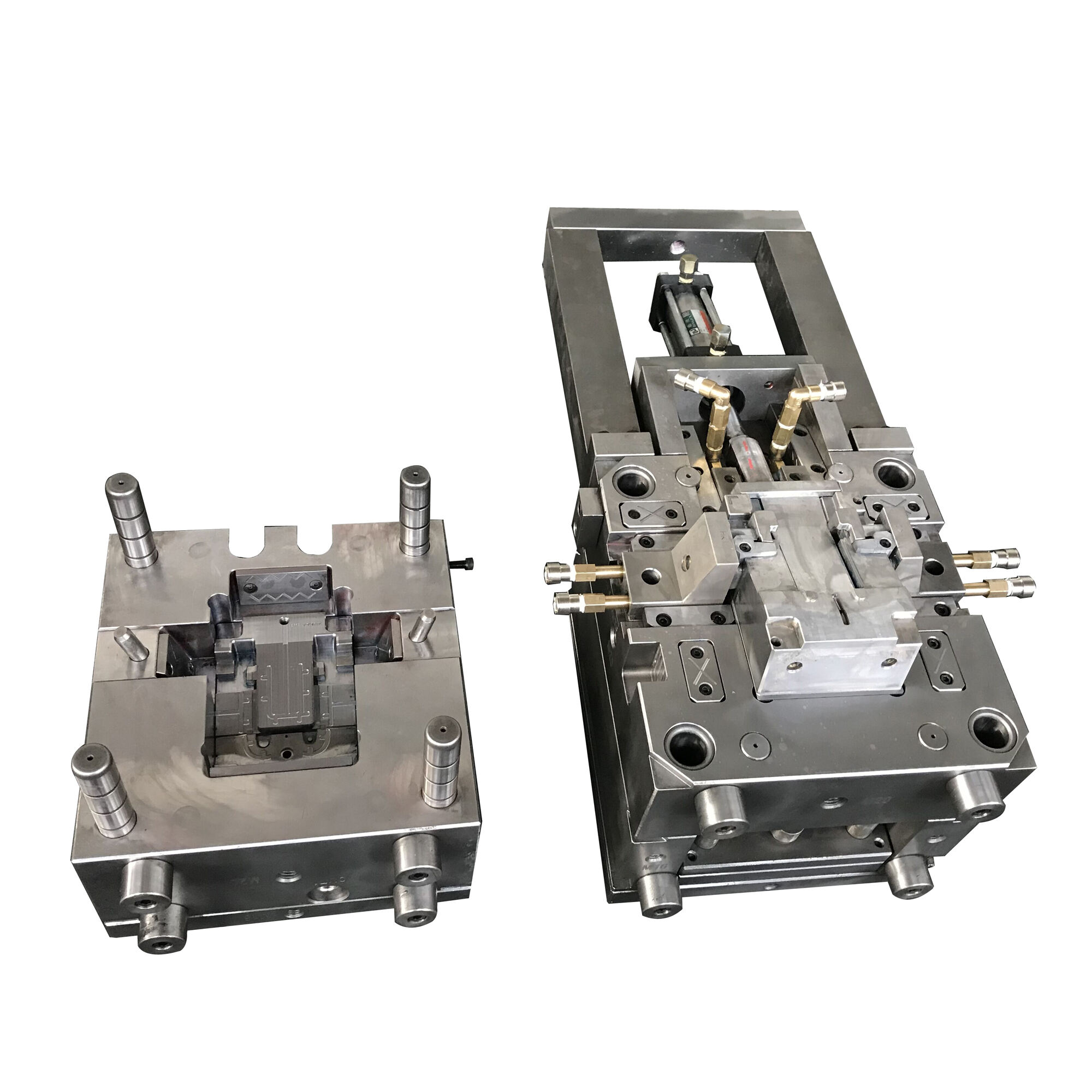
Kalıbın kendisi bu işleme integral bir parçadır. Doğru çalışması için doğru şekilde oluşturulmalıdır. Kalıp, plastikin içine enjekte edilip bastırılmasını sağlar. Yeterince güçlü yapılmaması, kalıbın işleminde kırılmasına veya bozulmasına neden olabilir. Ayrıca, kalıbı yapmak için kullanılan malzemelerin kalitesi de önemli bir faktördür. Bu aynı zamanda, enjeksiyon ve sıkıştırma sırasında uygulanan güçlerin kalıba zarar vermeden uygulanmasını sağlar.
Uygun türde plastik seçimi başka bir önemli bileşendir plastik enjeksiyon kalıplama hizmeti . Kullandığınız plastik serbestçe kalıba akmalı. Örneğin, plastik çok kalın veya iyi akmasa, kalıbı dolduramaz. Bu da bir parçanın yanlış şekilli bölgelerine neden olabilir. Ayrıca, plastik soğuduktan sonra fazla sarmalama göstermemeli. Plastik bu şekilde fazla sarma gösterirse, son ürünün boyutu veya şekli yanlış olabilir ve ürünün kullanımı zorlaşabilir.

Kalıbı ve plastik türünü seçtikten sonra, bir sonraki adım ekstrüzyon ve sıkıştırma sorumlusu ekipmanı hazırlamaktır. Bu, makinenin ayarlarını plastik malzemesinin kalıba doğru hız ve basınçta enjekte edilebilmesi için değiştirmeyi gerektirir. Bu ayarlar dikkatlice izlenmelidir. Bunu yapmama durumunda, üretilen parçaların tutarsızlıkları ortaya çıkabilir. Böylece her şeyi doğru şekilde yaptığınızdan emin olursanız, her seferinde iyi parçalar üreten, sürekli güvenilir bir süreç elde edersiniz.

Bu sürecin başka bir avantajı ise baskının plastik bileşenin yüzey bitimi üzerinde iyileştirme sağlamasıdır. Plastik malzemesi kalıbın üzerine eşit şekilde dağılır ve bu da düz ve pürüzsüz bir yüzeye neden olur. Bu, ürünün görünümü açısından önemli olsa da, aynı zamanda ürünün performansı için de geçerlidir. Pürüzsüz bir yüzey, parçaların daha iyi uyum sağlayabilmesine ve daha verimli çalışmasına olanak tanır.
Nihayetinde, kalıbın, plastikin ve makinenin yapımında yüksek kaliteli malzemeler kullanılması önem taşır. Yüksek kalitedeki malzemeler daha dayanıklıdır ve enjeksiyon sıkıştırma kalıplama sürecinde meydana gelen basınç ve önemli aşınmaya karşı daha iyi baş edebilir. İyi malzemelere yatırım, ürün kalitesini ve ekipmanınızın ömrünü artırır.
Moldie'daki mühendisler kapsamlı tasarım deneyimi ve genel geliştirme bilgisi sahibidir. Moldie, sunulan tüm örnekleri tarayacak ve bir ürün mavi haritası oluşturacaktır. Müşteri mavi haritayı inceleyip onayladıktan sonra, mevcut projelerine göre müşteriye özel kalıp montajını ve çizim tasarımını başlatabiliriz. Moldie Mühendislik Merkezi, 30'dan fazla mühendis ve teknik personelden oluşmaktadır. Bu ekip, mühendislik, tasarım simülasyonu, makinalama ve denetimi ele alarak inşa ettiklerimiz aletlerin kalitesini ve işlevselliğini desteklemek ve garanti altına almakta bulunmaktadır.
Kapsamlı lojistik hizmetlerimiz, sipariş işleme'den son teslime kadar uçtan uca hizmetler sunar. Zamanında ve güvenli teslimat sağlamak için ileri izleme sistemlerinden ve küresel taşıyıcı ağından yararlanırız. Kuruluşundan beri Moldie., dünyada 20 ülkeyi ve 50'den fazla müşteriyi kapsayan profesyonel çözümler sağlamıştır. Moldie hızlı örnekleme teslimi için DHL, Fedex ve UPS ile işbirliği yapmıştır. Moldie, global nakliye için uygun iyi bir paketleme yöntemiyle denizden, havaalanından ve demir yoldan yük gönderebilir.
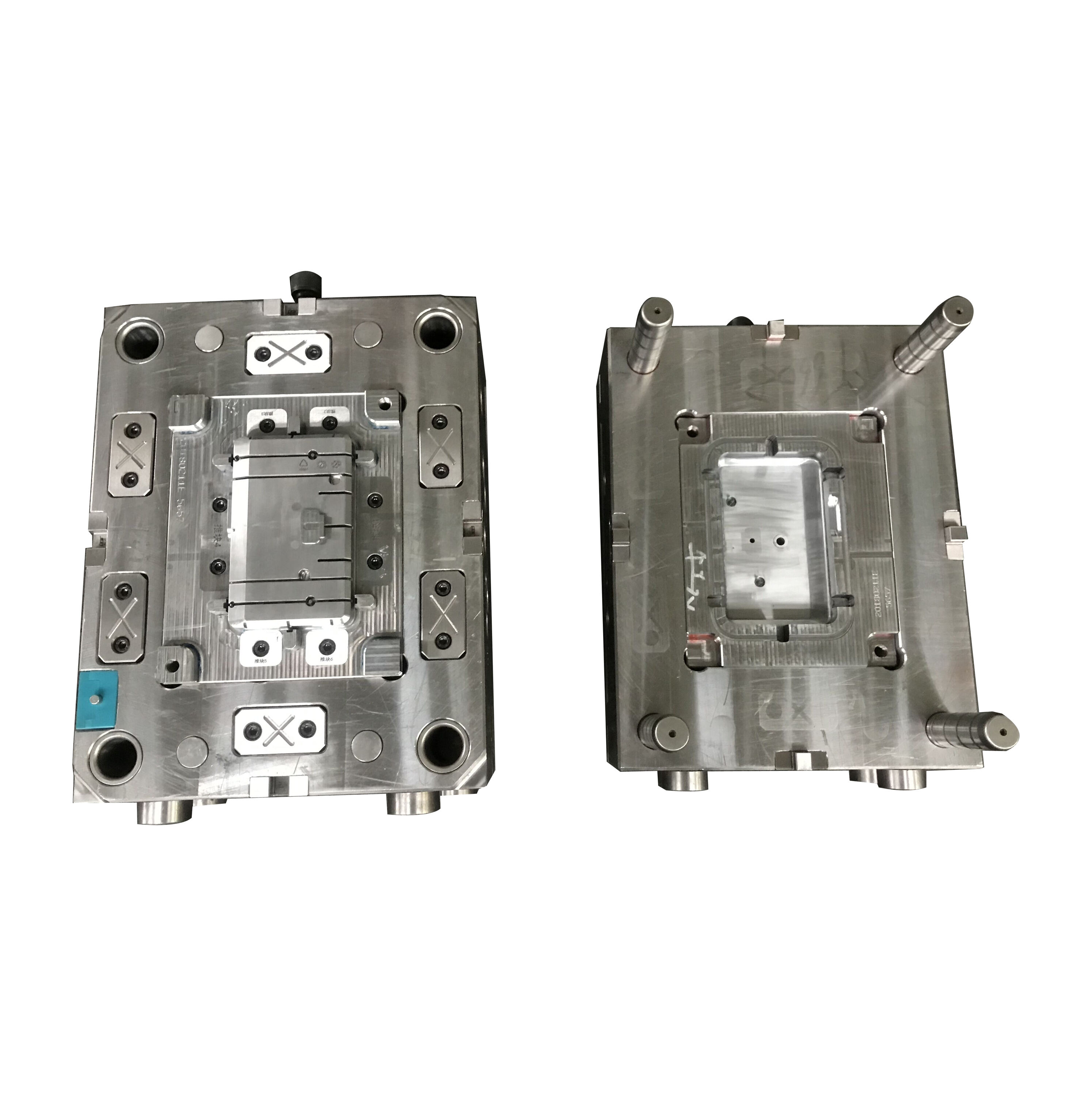
Moldlerimiz istisnaî kalite ve hassasiyetleri için tanınır. Test ekipmanı, mold üretim sürecini garanti altına almak için ayrılmaz bir yoldur. Hassas test cihazları ile yüksek kaliteli bir kalite yönetimi ekibi, yüksek kaliteli moldüzenlemek için garanti konumundadır. Kalite denetim departmanı, iki adet yüksek hassasiyetli üç-koordinatlı ve 3B tarama cihazı ile donatılmıştır. Moldie, ürün denemesinden sonra tam boyutlu bir rapor üç gün içinde verileceğini taahhüt eder ve 3D tarama raporu iki gün içinde verilir. Moldie, ISO sertifikasıyla bir tedarikçi olmuştur.
Moldie, 2008'den beri enjeksiyon ve plastik parçaları çözümleri sunmaktadır. 3000+ metrekare tesisimiz bizi dünya genelindeki müşterilere hizmet etmeye olanak tanır. Otomotiv sektöründen başlayarak, Mercedes-Benz, Volkswagen, Audi, Maserati, Chrysler ve GM gibi prestijli markaların yanı sıra Schneider, Phillip ve IEK gibi diğer alanlardaki liderlerimize hizmet ediyoruz. OEM/ODM hizmetlerindeki üstünlük ünümüzle birlikte, Moldie sadece bir üretici değil; kapsamlı hizmetler sunan, yenilik ortaklarıyızız - parça tasarımı, prototip oluşturma, kalıp tasarımı ve büyük ölçekli kalıp üretimini içeren hizmetlerle.



 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 LV
LV
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 HU
HU
 TR
TR
 FA
FA
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BS
BS
 LA
LA
 KY
KY