 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 LV
LV
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 HU
HU
 TR
TR
 FA
FA
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 HY
HY
 AZ
AZ
 KA
KA
 BS
BS
 LA
LA
 KY
KY
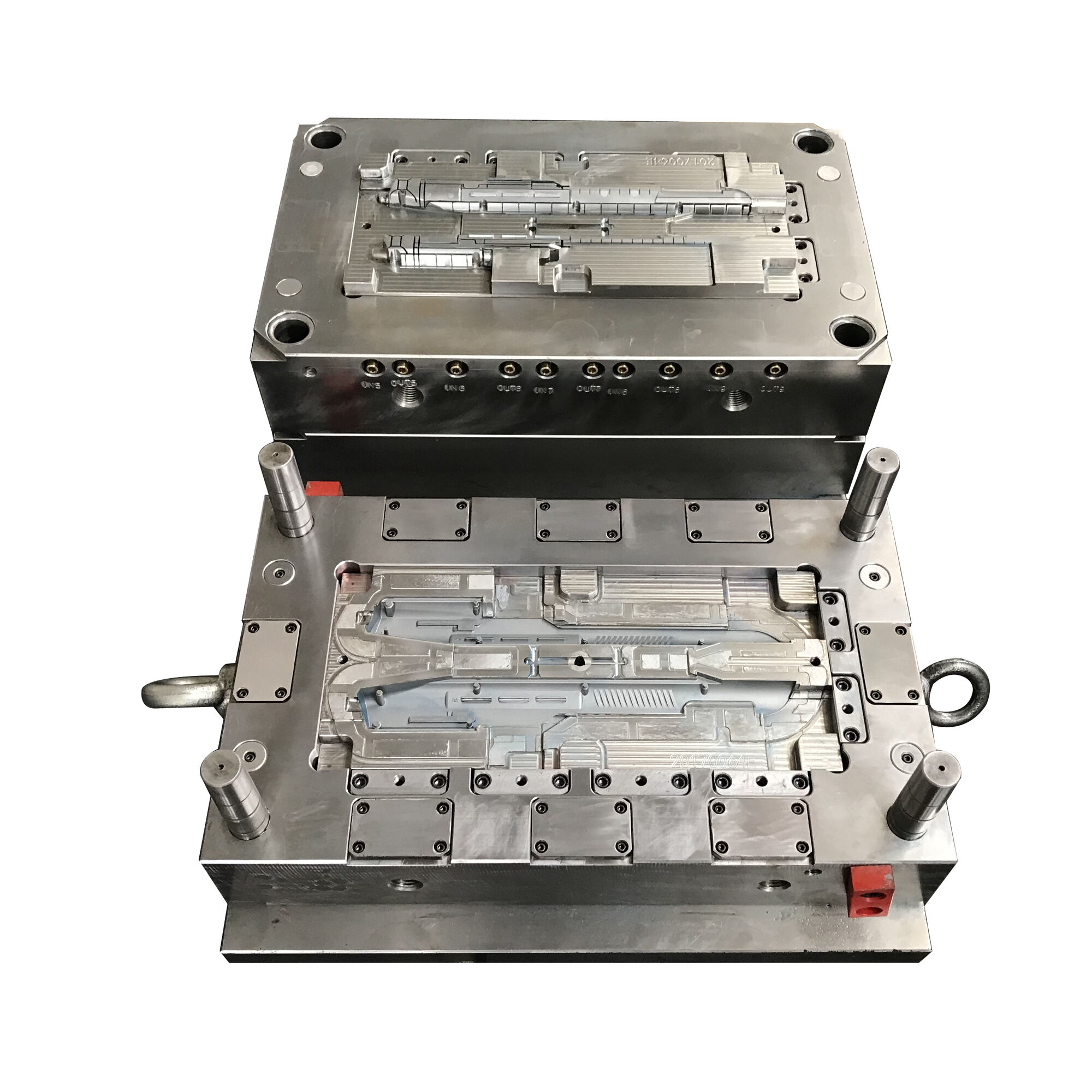
Ubrizgavanje je od velikog značaja za proizvodnu industriju jer igra ključnu ulogu u proizvodnji proizvoda dobrog kvaliteta i niske cijene. Kontrola pritiska i brzine jedan je od glavnih čimbenika u visokokvalitetnom procesu brizganja. Moldie zna koliko su važni pritisak i brzina tijekom cvrtanja cijevi, stoga je naša serija CS / MS optimizirana za postizanje najboljeg kvaliteta proizvoda i također se obvezuje na stabilnu proizvodnju.
Učinci kvalitete i brzine cijevi
Brzina Brzina procesa važan je kvalitetni faktor za kalup za brizganje , jer predstavlja brzinu kojom se rastopljeni materijal ubrizgava u šupljinu kalupca. Brzina ubrizgavanja može utjecati na aspekte kvalitete dijela i završetka, uključujući čvrstoću materijala, završetak površine i ukupni izgled. Brzina ubrizgavanja mora biti pod kontrolom kako bi se izbjegli problemi poput zračnih zamki, tragova i krivotvora. Zatim Moldie postavlja brzinu ubrizgavanja prema pojedinačnim zahtjevima za svaki proizvod i svaki proizvod će biti visokokvalitetnog kvaliteta.
Kontrolirana proizvodnja pritiska i brzine za najbolji kvalitet
Regulacija tlaka također je jedan od važnih čimbenika za kvalitetu oblikovanja. Sila tijekom procesa ubrizgavanja određuje koliko materijal prodire u kalup i koliko blisko stupa u dodir s površinama kalup. S selektivnom kontrolom pritiska tijekom različitih faza ciklusa ubrizgavanja, Moldie je u stanju ukloniti nedostatke kao što su praznine, bljesak i kratki udari. Osim toga, važno je međusobno koordinirati brzinu i tlak kako bi se osiguralo da se uvijek mogu utvrditi dimenzije dijelova, skratiti vrijeme ciklusa i povećati učinkovitost proizvodnje. Uz pažljivu kontrolu pritiska i brzine, Moldie čini svaki proizvod savršenim prema zahtjevima kupaca i donosi veliku kvalitetu plus puno zadovoljstvo.
Razlog zašto masovni kupci vole oblikovanje pod visokim pritiskom
Velikoprodavači uvijek traže kvalitetne proizvode i kada je u pitanju injektiranje, oni uvijek imaju dosljednu gustoću sa točnim mjerama tako da vole proizvod. Ovdje je gdje je visoki pritisak formiranje uplitati. Tehnologija visokog tlaka može proizvesti složene i vrlo detaljne komponente s izvanrednom površinskom završnom obradom. Potražnja tržišta i kupca na veliko, je za oblikovanjem pod visokim pritiskom jer proizvodi bolji proizvod koji traje duže. Rastopljeni materijal je ravnomjernije raspoređen oko kalupca, tako da se u konačnom proizvodu događa manje nedostataka i razlika. To na kraju omogućuje kupcima na veliko uštedu vremena i novca, zbog čega se oblikovanje pod visokim pritiskom smatra industrijskim standardom.
Tipični pritisak i brzina pri injektiranju
Iako ima brojne prednosti, injektiranje ima i svoje probleme - a neki od njih su u obliku pritiska i brzine. To je bio problem u cijepanju cijevi, jer nikada ne možete ispuniti kalup s rastopljenim materijalom u potpunosti. To može stvoriti ne radeći djelomične. Naprotiv, na drugom kraju, može se primijeniti višak pritiska, a zatim se može prepakirati sa svim defektima krive stranice i tragova raspada prikazani na oblikovanom dijelu. Slično tome, nedostatak kontrole brzine može dovesti do problema poput bljeskavanja, kada prekomjerna količina materijala bljeska (ili curiti iz) kalup i treba dodatnu obrada. Pretpostavljajući da proizvođači mogu naučiti da rješavaju i prevaziđu neke od tih tipičnih problema pritiska i brzine, povezanih s infuzijom, proizvođači će moći proizvoditi proizvode vrhunske kvalitete, koji će ispuniti zahtjeve svojih veleprodajnih kupaca:
Kako poboljšati kvalitetu injektiranja prilagođavanjem tlaka?
Tehnike podešavanja tlaka za poboljšanje kvalitete štampač za inžekciju .Proizvođači mogu prihvatiti tehnike pritiska kako bi postigli najbolje rezultate. U slučaju da se ne provede ispitivanje, ispitivanje se može provesti na temelju ispitivanja koje je provedeno u skladu s člankom 6. stavkom 2. Ako pritisak rastopljenog materijala ispunjava kalup i nije prepakiran ili neispravan, proizvođači mogu povezati gustoću proizvoda s određenim izborom pritiska. Osim toga, upotreba moderne tehnologije, primjerice senzora tlaka i sustava kontrole zatvorenih petlja za otkrivanje tlaka i prilagođavanje po potrebi, također može pomoći u osiguravanju da je proizvodna kvaliteta uvijek stalna. U skladu s člankom 2. stavkom 2. stavkom 2. točkom (a) Uredbe (EZ) br. 1225/2009 Komisija je odlučila da se odluka o pokretanju postupka za odobravanje zahtjeva za uvođenje u Uniju od 1. lipnja 2009.


